








When it comes to optimizing your metalworking processes, mastering ESTUN E300 program management can make all the difference. If you’re seeking to enhance your efficiency in handling this powerful press brake control system, you’ve landed in the right place. In this article, I’ll guide you through the essential aspects of ESTUN E300 program management, offering insights into maximizing its capabilities. Whether you’re a seasoned professional looking to refine your approach or a beginner eager to learn the ropes, this guide will equip you with the knowledge you need to streamline your operations and achieve precise results. Let’s dive into the world of ESTUN E300 and unlock its full potential together.
Introduction
To excel in ESTUN E300 program management, understanding the operation flow is crucial. The operation flow involves a systematic process beginning with the creation and editing of programs.
Start by inputting the necessary parameters and configurations, ensuring they align with your project requirements. Next, simulate the program to identify any potential issues before actual execution. Once the simulation confirms accuracy, proceed with implementation on the press brake.
Throughout this process, ongoing monitoring and adjustments may be needed to fine-tune operations for optimal performance. Mastering this operation flow not only enhances efficiency but also ensures precise and consistent results, allowing for a seamless integration of the ESTUN E300 into your production line.
Creating a Program in ESTUN E300
Efficient program management begins with understanding how to create a new program on the ESTUN E300.
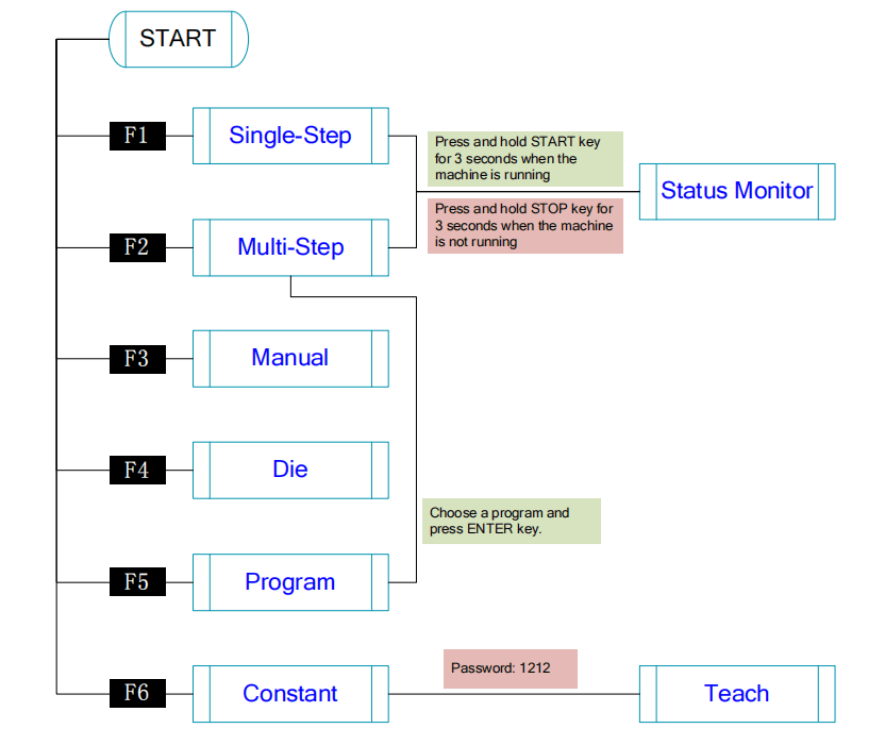
To create a program, press the F5 key to enter the Program page, as shown in the figure below.
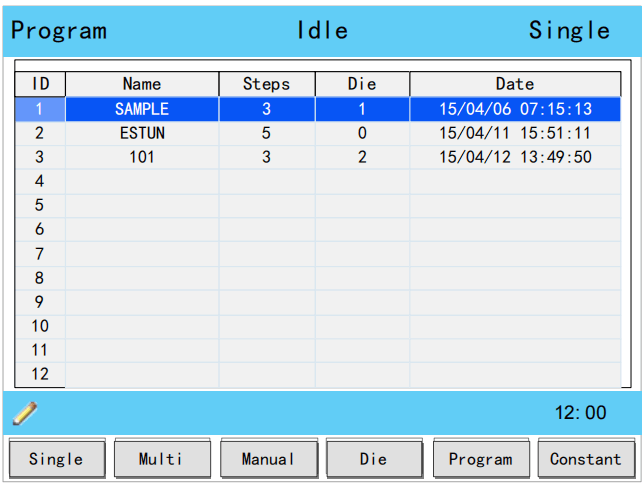
Once there, navigate to the program Name field and use the NUMBER keys to type a desired name. This typing method uses 10 keys; for example, pressing the key once will show ‘2’, pressing it twice quickly will show ‘C’, and pressing it three times will show ‘D’.
Press ENTER to confirm your input, and the software will generate the Steps, Die, and Date for you. By mastering this aspect of ESTUN E300 program management, you’ll be able to efficiently set up programs for your metalworking needs.
Editing Programs in ESTUN E300
Learning how to edit existing programs is a crucial part of program management on the ESTUN E300.
To edit a program, move the cursor to the program ID you wish to modify and press the ENTER key. This action will take you to the Multi-Step page, where the selected program is already loaded for editing. Properly editing programs ensures that you can adjust and refine your processes with precision.
Deleting Programs Safely
Part of efficient program management is knowing when and how to clean up unused or outdated programs.
Should you need to delete a program, simply move the cursor to the program ID you want to remove and press the CLEAR key. A dialog box will appear, asking for confirmation to delete the selected item. Press OK to complete the deletion. This capability is essential for maintaining an organized and efficient programming environment in your ESTUN E300 setup.
Each of these steps plays a critical role in mastering ESTUN E300 program management, enabling you to maintain an efficient, productive workflow with your press brake. By integrating these procedures naturally into your routine, you’ll enhance your operational effectiveness and achieve precise, reliable results.
Teaching
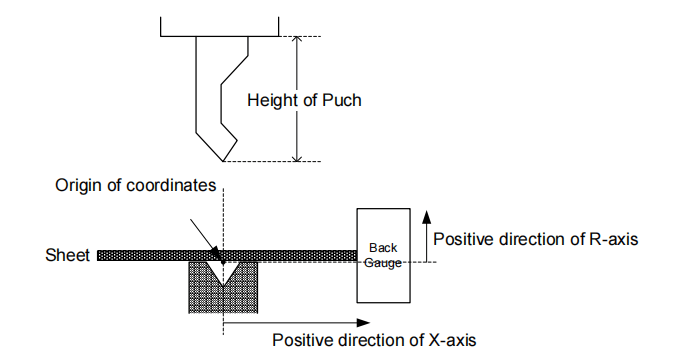
In order to master ESTUN E300 program management, understanding the teaching process is essential. This process allows you to obtain the position values of the servo axes, a critical step before initiating the bending process. Teaching ensures you have accurate datum points for your operations, enabling precise program management. As depicted in the figure below of the machine coordinate system, you can refer to this diagram to accurately measure and set the teaching values.
Begin by entering the password 1212 on the Constant page to access the TechIn Para page, as illustrated in figure below.
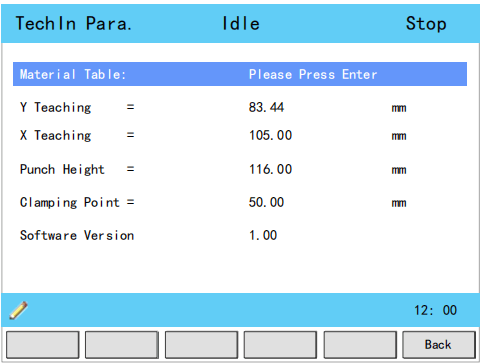
Use the UP and DOWN arrow keys to select a parameter, and input the desired value.
Key operations during this process include Y Teaching and Clamping Point, X Teaching, and R Teaching, which are vital for successful ESTUN E300 program management. By meticulously executing these steps, you’ll enhance your control over the machine, ensuring precision and efficiency in your metalworking tasks.
Y Teaching and Clamping Point
The purpose of teaching the Y-axis in program management is to obtain the comparative position value of the clamping point. When managing the Y-axis in your program, it is crucial to estimate its position in advance.
For instance, if you estimate the position to be 50mm, follow these steps to proceed:
- Select the parameter Y Teaching in the TechIn Para page, and set it to 50.
- Return to the Single-Step page, and set the parameter Angle to 180; other parameters can be set arbitrarily. Typically, in program management, when the machine is clamping, the punch should just make contact with the top of the sheet, warranting the bending Angle to be set at 180 to ensure proper clamping.
- Run the device, and record the Y-axis position displayed on the device when the process is in Dwell.
- Re-enter the TechIn Para page, and enter the recorded value into the Clamping Point parameter.
The relation between Y Teaching and Clamping Point is comparative. If the position of Y-axis has been changed, you must perform the above procedure for obtaining the value of Clamping Point again.
Understanding how to effectively set and manage these parameters is critical for enhancing your proficiency in ESTUN E300 program management, ensuring accurate and repeatable results in your metalworking projects.
X Teaching
To teach the X-axis, you can measure the actual position of the X-axis, that is to say, measure the linear distance between the V-opening center of the die and back gauge.
To begin, it is advisable to perform a preliminary run by programming a simple Single-Step program. For example, if the X-axis distance is measured to be 100mm, follow these steps for effective program management:
- Select the parameter “X Teaching” in the TechIn Para page and set it to 100.
- Return to the Single-Step page, set the X-axis parameter to 100, and configure other parameters as needed. It’s important to note that machine error is not considered at this point.
- Execute the program. After completing the bending step, measure and record the results on the worked sheet.
- Re-enter the TechIn Para page and update the “X Teaching” parameter with the recorded value.
Repeat these procedures several times to ensure the accuracy and reliability of your programming. Properly managing your ESTUN E300 program not only enhances precision but also optimizes your workflow, making it an indispensable skill in metalworking.
R Teaching
To effectively teach the R-axis, you need to measure and record its actual position accurately. This involves measuring the vertical distance between the top of the die and the back gauge. Once you have this measurement, enter the TechIn Para page and input the recorded value into the parameter for R Teaching. This step is essential for precise program management, enabling you to optimize the functionality of your ESTUN E300 system. Let’s make sure your program management skills are top-notch by efficiently incorporating this technique.
Frequently Asked Questions(FAQ)
How can I effectively manage and organize programs in ESTUN E300?
To master ESTUN E300 program management, categorize your programs based on the type of operations and materials. Utilize the control panel’s storage and naming features to keep track of different setups efficiently.
How do I optimize the ESTUN E300 programs for better efficiency?
Optimize efficiency by regularly updating the ESTUN E300 firmware and using the latest programming techniques. Streamline your program management by removing any unnecessary steps and consolidating repetitive actions where possible.
Can I customize program templates in ESTUN E300 for repetitive tasks?
Yes, ESTUN E300 allows you to create and save customized program templates. Use this feature to quickly set up for repetitive tasks, thereby streamlining your program management process.
Conclusion
Mastering ESTUN E300 Program Management is a crucial step towards enhancing your production capabilities and ensuring efficient operation. By following the key steps outlined in this article—such as proper setup, precise configuration, and regular maintenance—you can streamline your programming processes and significantly reduce downtime.
To take the next step in optimizing your ESTUN E300 operations, we recommend contacting our knowledgeable team for personalized guidance and support. Additionally, feel free to explore our comprehensive documentation for deeper insights into maximizing the performance of your machine. By leveraging these resources, you’ll be well-equipped to handle any challenges and further advance your program management skills.



