








When adjusting bending parameters on a press brake, the ESA S875 Clinching Coefficient plays a critical role in achieving accurate angle results and consistent material behavior. If you’re unsure how to modify this coefficient or how it affects clinching and coining operations, this guide will explain it clearly. I’ll walk through how to adjust the ESA S875 Clinching Coefficient correctly, what factors influence its value, and how proper calibration can improve bending precision and production stability.
Where to Adjust the ESA S875 Clinching Coefficient
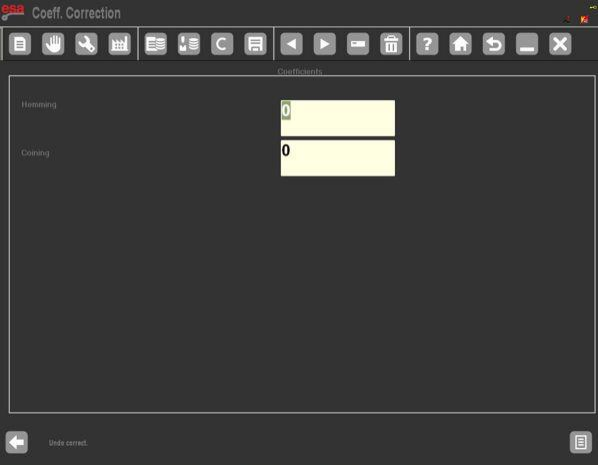
To adjust the ESA S875 Clinching Coefficient, you must access the dedicated Correction Coefficients mask inside the control system. This mask contains two machine-level parameters:
- Clinching coefficient
- Coining coefficient
The Clinching Coefficient specifically controls how the system compensates bottom dead center positioning for clinching-type bends.
To enter the setting:
- Open the Corrections mask
- Press the function key [Correction coefficient]
- The Correction Coefficients mask will appear
This is the only location where the Clinching Coefficient can be modified. After adjusting the value, the NC must be rebooted so that the new Clinching Coefficient is fully applied in the system calculations.
How the Clinching Coefficient Influences P.M.I.
The ESA S875 Clinching Coefficient directly affects the calculation of the P.M.I. (Bottom Dead Center position) for bends defined as clinching or coining type.
In clinching and coining operations, the ram penetrates deeper into the material compared to air bending. Therefore, the exact bottom position becomes critical. When the Clinching Coefficient is adjusted:
- The entered value is algebraically added to the calculated P.M.I.
- The compensation applies to all clinching/coining bends
- The modification affects machine behavior globally
If the Clinching Coefficient is increased, the system modifies the penetration logic accordingly. If it is decreased, the bottom dead center calculation shifts in the opposite direction. This algebraic correction ensures that the mechanical penetration depth reflects real production conditions.
Because clinching compresses material against the die cavity, even small changes in the Clinching Coefficient can influence:
- Final bending angle
- Material compression consistency
- Surface marking
- Repeatability across batches
Properly adjusting the Clinching Coefficient ensures the press brake reaches the correct forming depth without excessive over-penetration.
When to Adjust the Clinching Coefficient
Adjustment of the ESA S875 Clinching Coefficient is typically required in the following situations:
- Systematic over-pressing during clinching
- Insufficient material compression
- Angle deviation specific to clinching mode
- Machine recalibration after maintenance
- Tooling changes affecting penetration depth
If clinching bends are consistently too tight or too open despite correct programme data, reviewing the Clinching Coefficient is recommended before modifying individual bend parameters.
It is important to understand that the ESA S875 Clinching Coefficient is not programme-specific. It is a machine-level parameter, meaning once adjusted, it influences every clinching/coining bend executed on that machine.
Saving and Managing the Clinching Coefficient
The ESA S875 Clinching Coefficient is automatically saved when exiting the Correction Coefficients mask. However:
- It is not stored within individual work programmes
- It remains permanently linked to the control system
- It affects all future clinching operations
After adjusting the Clinching Coefficient, a reboot of the NC is required for the new value to take effect.
If the modification does not produce the expected results, press [Ignore Correct.] inside the mask. This restores the Clinching Coefficient to the previously active value.
Because the Clinching Coefficient influences bottom dead center calculation globally, adjustments should be made carefully and incrementally.
Best Practices for Adjusting the Clinching Coefficient
To ensure stable performance when adjusting the ESA S875 Clinching Coefficient:
- Make small incremental changes
- Test on sample material before batch production
- Verify actual angle and compression results
- Confirm NC reboot after each modification
- Avoid frequent large adjustments
The ESA S875 Clinching Coefficient should be used as a fine calibration parameter rather than a primary angle correction tool. Programme-level corrections should always be verified before altering the machine-level coefficient.
When properly configured, the ESA S875 Clinching Coefficient improves:
- Penetration precision
- Angle consistency
- Production stability
- Long-term machine reliability
By carefully understanding and adjusting the ESA S875 Clinching Coefficient, operators can precisely control bottom dead center positioning during clinching and coining operations. Correct calibration ensures that forming pressure, material compression, and angle accuracy remain stable across different materials and production batches, resulting in improved bending performance and reduced correction cycles.
Frequently Asked Questions(FAQ)
What is the ESA S875 Clinching Coefficient used for?
The ESA S875 Clinching Coefficient is a machine-level correction parameter used to modify the calculation of the P.M.I. (Bottom Dead Center position) during clinching and coining operations.
It algebraically adjusts the ram penetration depth to ensure proper material compression and forming accuracy.
Is the ESA S875 Clinching Coefficient saved in each programme?
No. The ESA S875 Clinching Coefficient is not programme-specific.
It is a machine-level parameter stored in the control system. Once modified, it affects all clinching and coining bends performed on that machine.
Is a reboot required after modifying the ESA S875 Clinching?
Yes. After changing the ESA S875 Clinching Coefficient, the NC must be rebooted to ensure the new value is fully integrated into the system calculations.
Conclusion
The ESA S875 Clinching Coefficient plays a critical role in controlling bottom dead center positioning during clinching and coining operations. By algebraically adjusting the calculated P.M.I., the Clinching Coefficient ensures accurate ram penetration, stable material compression, and consistent angle results.
Because the Clinching Coefficient is a machine-level parameter, any modification affects all clinching and coining bends. Therefore, adjustments should be performed carefully, incrementally, and followed by a system reboot.
When properly configured, the ESA S875 Clinching Coefficient improves bending precision, enhances repeatability, and supports long-term production stability across different materials and tooling conditions.



