








Press Brake Tooling Wear is one of the most common reasons why bending accuracy gradually declines in sheet metal production. In many workshops, operators notice that bend angles start becoming inconsistent, parts no longer meet tolerances, or repeated corrections are required during production. From my experience working with press brakes, these issues often come from worn punches and dies rather than problems with the machine itself. In this guide, I’ll explain how Press Brake Tooling Wear affects bending accuracy, how to identify the early warning signs, and the practical steps you can take to restore precision and maintain stable bending results.
Why Press Brake Tooling Wear Causes Accuracy Loss

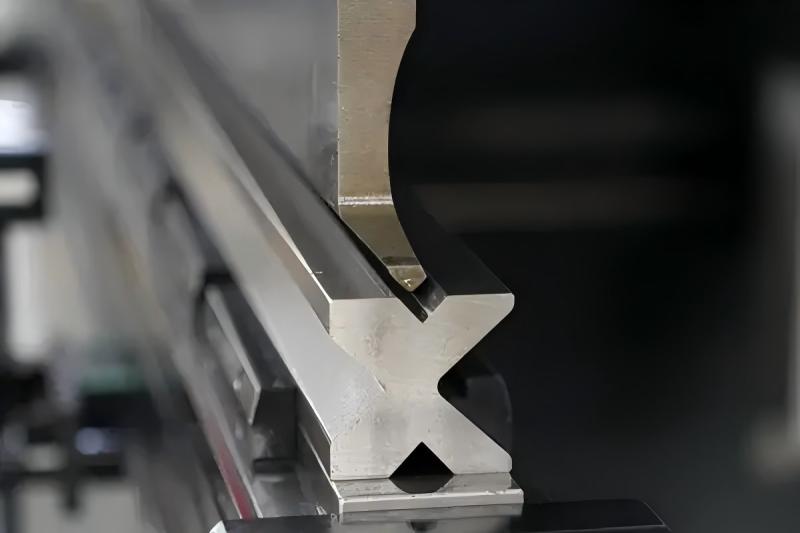
Press brake tooling is exposed to constant pressure and friction during bending operations. Over time, the punch tip and die shoulders gradually wear down, changing the effective bending geometry.
When Press Brake Tooling Wear becomes noticeable, several problems typically appear:
- Bend angles become inconsistent
- Parts require repeated angle corrections
- Surface scratches appear on workpieces
- Backgauge accuracy seems incorrect even when properly calibrated
In reality, the machine may still be operating normally, but worn tooling changes the contact point between the material and the die. This alters the bending angle and creates dimensional variation.
Understanding this relationship is the first step in fixing accuracy loss.
How to Identify Press Brake Tooling Wear in Production
Before attempting adjustments, I always recommend confirming whether tooling wear is the real cause of the problem.
Inspect the Punch Tip Condition
The punch tip should have a consistent radius and smooth edge. If I see flattened edges, uneven wear marks, or micro-chipping, it usually means the tooling has been used beyond its optimal lifespan.
Even small changes in the punch tip radius can significantly affect bend angles, especially when working with thin sheet metal.
Check the Die Shoulder and Opening
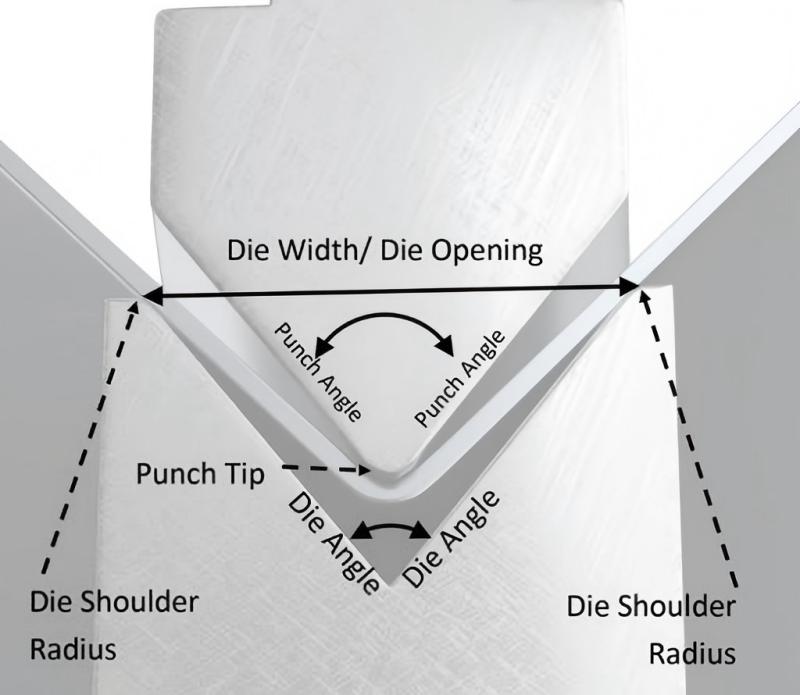
The die shoulder is another critical area affected by Press Brake Tooling Wear. When the shoulder becomes rounded or uneven, the sheet metal does not bend at the intended angle.
Common signs include:
- Wider than expected bend angles
- Inconsistent bending results along the machine length
- Visible polishing or indentation on the die edges
Test with a Known Reference Bend
A simple accuracy test can confirm tooling wear. I usually bend a test piece using a known material thickness and V-die opening.
If the angle deviation remains even after recalibrating the machine or adjusting the backgauge, worn tooling is likely the cause.
Step-by-Step Method to Fix Accuracy Loss from Tooling Wear
Once Press Brake Tooling Wear is confirmed, I follow several steps to restore bending accuracy.
Step 1: Clean the Tooling Surface
Before replacing tooling, I always clean the punch and die thoroughly.
Metal particles, rust, or oil buildup can sometimes create false signs of wear. Using a lint-free cloth and mild cleaner helps remove debris and ensures accurate inspection.
This simple step sometimes restores accuracy if contamination was the real problem.
Step 2: Reinstall and Align the Tooling Correctly

Improper installation can amplify the effects of Press Brake Tooling Wear.
When reinstalling tooling, I ensure:
- The punch and die are fully seated in their holders
- The clamping system locks evenly across the length
- The tooling is aligned with the machine centerline
Even a slight misalignment can cause angle variation across the bending length.
Step 3: Perform Press Brake Calibration

After reinstalling tooling, I recalibrate the machine.
This usually involves:
- Checking ram parallelism
- Adjusting crowning compensation
- Recalibrating the backgauge positioning
Learning how to calibrate a press brake correctly ensures the machine is not contributing to accuracy problems.
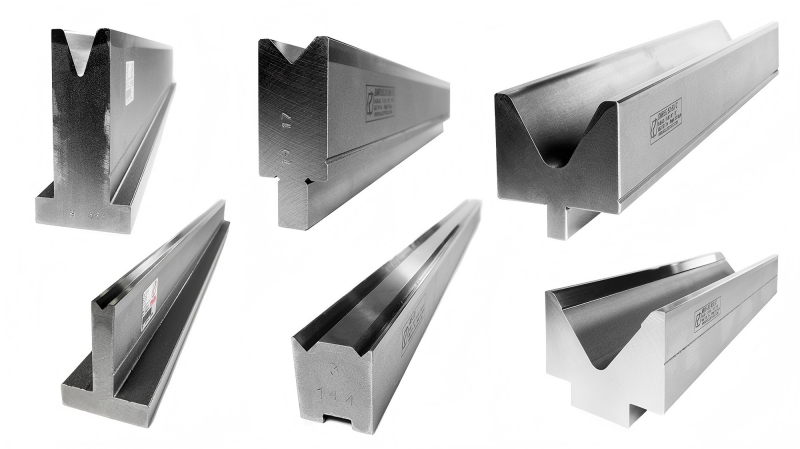
Step 4: Replace Severely Worn Tooling

If the punch tip radius or die shoulder has worn beyond acceptable limits, replacement is the only reliable solution.
Continuing to use worn tooling will cause:
- Higher rejection rates
- Material surface damage
- Increased stress on the press brake frame
High-quality hardened tooling significantly reduces long-term wear and maintains bending consistency.
Preventing Press Brake Tooling Wear in Daily Production
Preventing Press Brake Tooling Wear is far easier than fixing accuracy issues later.
Proper Tooling Storage

I always recommend storing punches and dies in dedicated racks rather than leaving them on machine tables.
Proper storage prevents:
- Tool collisions
- Edge chipping
- Rust formation
Regular Cleaning After Each Shift
Cleaning tooling after each production shift removes metal dust and oil residue that accelerate wear.
A quick cleaning routine protects both the tooling and the machine surface.
Use the Correct Die Opening
Using the wrong V-die opening is a major cause of accelerated tooling wear.
As a general rule:
- The V-opening should be about 6–8 times the material thickness.
Using the correct die size reduces stress on the tooling edges and maintains accurate bending angles.
FAQs
How does Press Brake Tooling Wear affect bending accuracy?
Press Brake Tooling Wear changes the effective contact point between the punch, die, and sheet metal. This alters the bending geometry, causing inconsistent angles and dimensional errors.
How often should press brake tooling be inspected?
I recommend inspecting tooling visually at the beginning of each shift and performing a detailed inspection every few weeks depending on production volume.
Can worn press brake tooling damage the machine?
Yes. Severely worn tooling can cause uneven load distribution, which increases stress on the press brake ram and frame.
What is the best way to extend press brake tooling life?
Proper storage, regular cleaning, correct die selection, and avoiding overload conditions all help reduce Press Brake Tooling Wear.
Conclusion
Press Brake Tooling Wear is a common but often overlooked cause of bending accuracy problems. From my experience in metal fabrication workshops, many operators assume the machine itself is failing when the real issue is simply worn punches or dies.
By carefully inspecting tooling, cleaning and reinstalling it correctly, recalibrating the press brake, and replacing severely worn tools when necessary, you can quickly restore bending accuracy and maintain consistent production quality.
If you want to keep your press brake operating at peak precision, regular tooling inspection and proper maintenance should always be part of your workflow. For more guidance on press brake setup, maintenance, and troubleshooting, you can explore our additional documentation or contact our technical team for professional support.



