








Press Brake Bending Depth Uneven is a common issue I encounter in sheet metal fabrication workshops, especially when operators notice that different sections of a workpiece bend to slightly different depths. In many cases, the problem is not caused by a single fault but by several factors working together. From my experience, uneven bending depth can result from improper tooling alignment, variations in material thickness, inaccurate backgauge positioning, or unstable hydraulic pressure. In this article, I’ll explain the most typical reasons behind this issue and share practical troubleshooting methods that help restore consistent bending accuracy and reliable production results.
Common Causes of Press Brake Bending Depth Uneven
Before adjusting the machine, I always start by identifying the root cause. Uneven bending depth usually results from mechanical, hydraulic, or setup-related factors.
Inconsistent Sheet Metal Thickness

One of the simplest but most overlooked causes is inconsistent material thickness. If the sheet metal varies even slightly across its length, the bending depth will change during the operation.
When I encounter this situation, I usually measure the plate thickness at multiple points using a micrometer. If there is noticeable variation, the press brake will naturally produce uneven bending angles and depths.
To minimize this issue:
- Use sheets from the same batch
- Inspect material thickness before production
- Adjust bending parameters if variation exists
Consistent raw material is essential for maintaining uniform bending results.
Improper Tooling Alignment
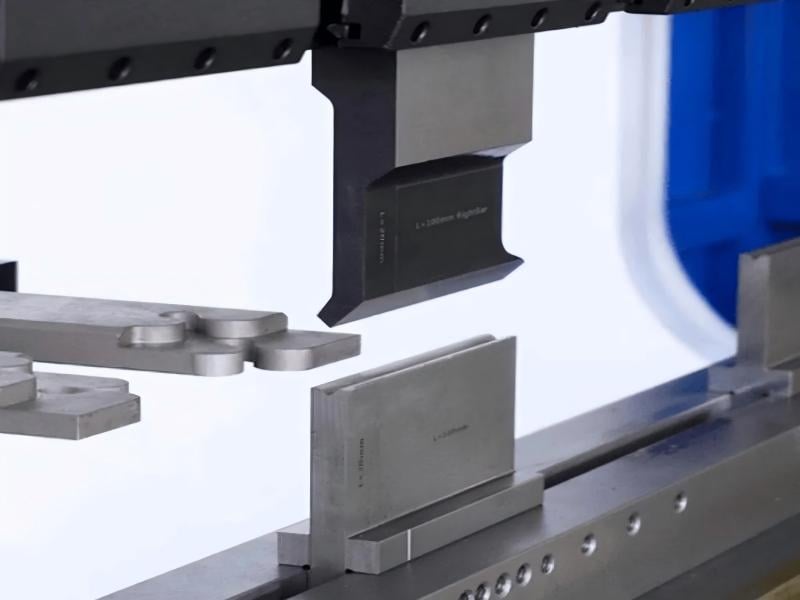
Another frequent reason for Press Brake Bending Depth Uneven is poor alignment between the punch and die.
If the tooling is not perfectly centered or parallel, one side of the sheet will experience more force than the other. This results in deeper bending on one side and shallower bending on the other.
When I install tooling, I always check:
- Whether the punch and die are properly seated
- Whether clamping systems hold tooling firmly
- Whether the tooling length matches the bending area
Even a small misalignment can significantly affect bending precision.
Machine Factors That Affect Bending Depth Accuracy
In some cases, the problem comes from the machine itself rather than the material or tooling.
Hydraulic Pressure Instability

Hydraulic press brakes rely on stable pressure to control ram movement. If the hydraulic system fluctuates, the ram may not reach the exact programmed depth.
Typical symptoms include:
- Slight variations in bending angle
- Slow or inconsistent ram movement
- Unstable pressure readings
When troubleshooting this issue, I usually inspect the hydraulic oil condition, filters, and pressure valves. Regular maintenance prevents these issues from affecting bending accuracy.
Ram Parallelism Problems
If the ram is not perfectly parallel to the worktable, one side of the machine will descend slightly deeper during bending.
This can happen due to:
- Mechanical wear
- Improper calibration
- Frame deformation over time
To solve this, I check the machine’s parallelism using precision measurement tools and adjust the synchronization system accordingly.
Backgauge and Programming Issues
Another important factor behind Press Brake Bending Depth Uneven is the backgauge system.
Backgauge Positioning Errors
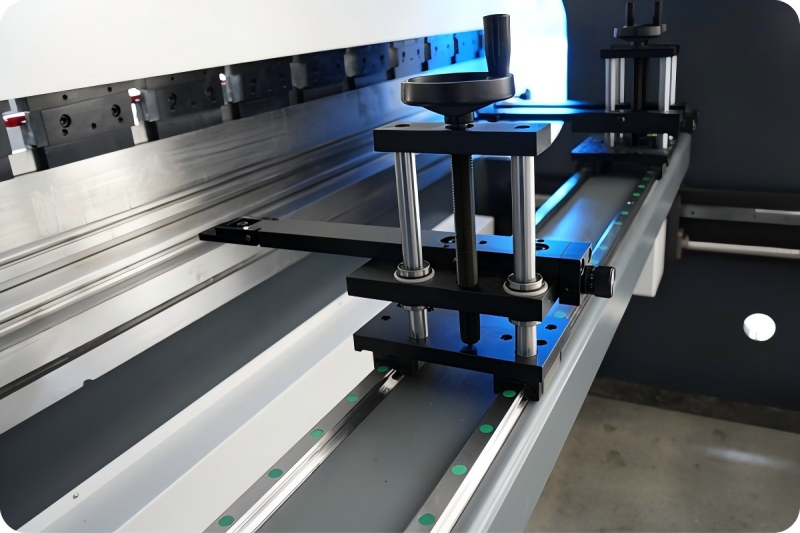
The backgauge determines the exact position of the sheet before bending. If the positioning is inaccurate, the bending line will shift slightly.
This often leads to:
- Uneven bending along the workpiece
- Different bending depths on repeated parts
To correct this problem, I usually recalibrate the backgauge system and verify the positioning accuracy.
Incorrect CNC Parameter Settings

Modern CNC press brakes rely heavily on programming parameters such as:
- Bending depth
- Material thickness
- Tooling dimensions
If these values are incorrect, the machine cannot compensate properly during bending.
Whenever I notice uneven bending depth, I review the CNC program and confirm that the parameters match the actual material and tooling being used.
Step-by-Step Troubleshooting for Uneven Bending Depth
When diagnosing uneven bending depth, I usually follow a structured inspection process.
Step 1: Inspect Material Consistency
First, measure the sheet thickness at several points. Uneven material thickness is often the easiest issue to identify.
Step 2: Check Tooling Installation

Next, verify that the punch and die are properly aligned and securely clamped. Misalignment often causes uneven bending depth.
Step 3: Verify Backgauge Accuracy
I then test the backgauge positioning by running a few trial bends and checking repeatability.
Step 4: Inspect Hydraulic and Mechanical Systems
Finally, I check hydraulic pressure stability, ram parallelism, and lubrication conditions.
By following this process step by step, it becomes much easier to locate the true cause of the problem.
FAQs
Why is my press brake bending deeper on one side of the sheet?
This usually happens when tooling alignment or ram parallelism is incorrect. Checking and adjusting the tooling setup often resolves the issue.
Can material thickness affect Press Brake Bending Depth Uneven?
Yes. Variations in sheet metal thickness directly influence bending depth and angle consistency.
How can I calibrate a press brake to fix uneven bending depth?
Start by verifying ram parallelism and tooling alignment. Then recalibrate the backgauge and confirm CNC bending parameters.
Does preventive maintenance help avoid uneven bending depth?
Absolutely. Regular lubrication, hydraulic inspection, and alignment checks help maintain stable bending performance.
Conclusion
Uneven bending depth is a common issue in sheet metal fabrication, but in most cases it can be solved through systematic inspection and proper machine setup. From my experience, Press Brake Bending Depth Uneven is usually related to material inconsistency, tooling misalignment, hydraulic instability, or backgauge calibration errors.
By checking these factors step by step and maintaining your press brake regularly, you can significantly improve bending accuracy and production consistency. If you continue to experience uneven bending results or need professional guidance on machine calibration, feel free to contact our technical team for further support or explore more press brake documentation on our website.



