








If you’ve ever struggled with inconsistent bending angles, you already know how frustrating Press Brake Springback can be. I’ve seen many operators adjust angles repeatedly without fully understanding why the material keeps “bouncing back” after bending. The truth is, springback is a natural physical behavior of metal, but excessive springback is something we can control. In this guide, I’ll walk you through practical, workshop-proven methods to reduce Press Brake Springback, improve bending accuracy, and achieve more stable, repeatable results in daily production.
What Causes Excessive Press Brake Springback?
Before solving the problem, I always recommend understanding the root causes of excessive springback in sheet metal bending.
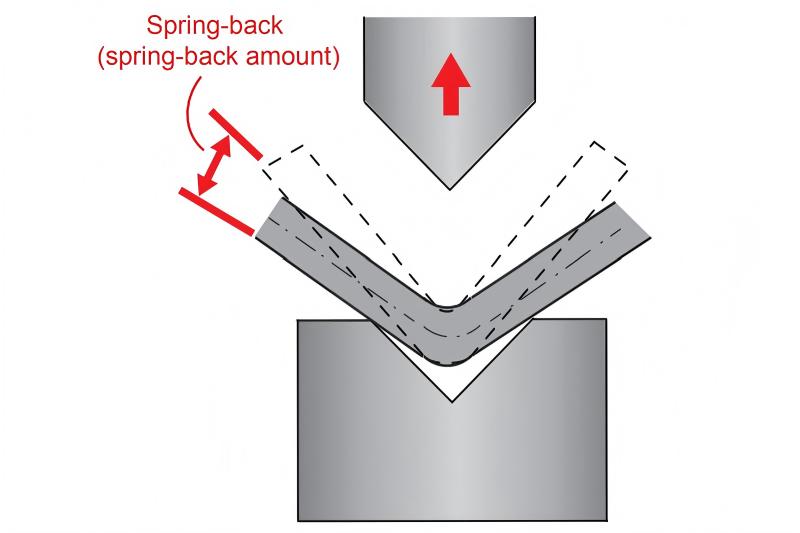
Springback occurs because metal elastically recovers after the bending force is released. The higher the material strength and the larger the bend radius, the greater the springback effect.
Key factors include:
- High tensile strength materials (such as stainless steel or high-strength steel)
- Large V-die openings
- Insufficient bending force
- Incorrect punch radius selection
- Improper angle programming in CNC press brake systems
Once I identify which factor dominates in a specific job, I can apply targeted solutions instead of making random angle corrections.
Adjusting Overbending Angle in CNC Press Brake
One of the most direct methods to reduce Press Brake Springback is controlled overbending.
Step 1: Calculate the Expected Springback Value
Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
I first perform a test bend using the actual material and thickness. After measuring the actual angle with a digital angle gauge, I compare it to the programmed angle. The difference gives me the springback value.
For example, if I program 90° and get 92°, I know I need approximately 2° of overbending compensation.
Step 2: Apply Angle Compensation in the Controller
Modern CNC systems such as Delem allow angle correction directly in the control interface. Instead of manually adjusting each time, I input the compensation value into the program to ensure consistent production.
This method is especially effective for batch production where repeatability matters.
Optimizing Tooling Selection to Reduce Springback
Tooling plays a critical role in minimizing Press Brake Springback.
Choosing the Correct V-Die Opening
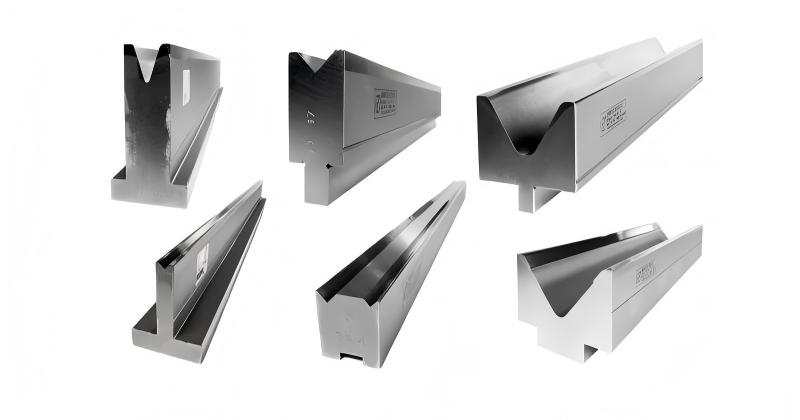
A common mistake I see is using a V-die opening that is too wide. A larger V opening increases bend radius, which increases springback.
As a rule of thumb:
- For mild steel, I typically use a V opening of 6–8 times material thickness.
- For stainless steel, I reduce the V opening slightly to control elastic recovery.
Selecting a Smaller Punch Radius

A smaller punch tip radius increases plastic deformation and reduces the elastic recovery portion of the bend. However, I must balance this with the risk of cracking, especially when bending high-strength materials.
Increasing Bending Force and Bottoming Techniques
Another effective way to reduce excessive Press Brake Springback is increasing penetration depth.
Air Bending vs Bottoming
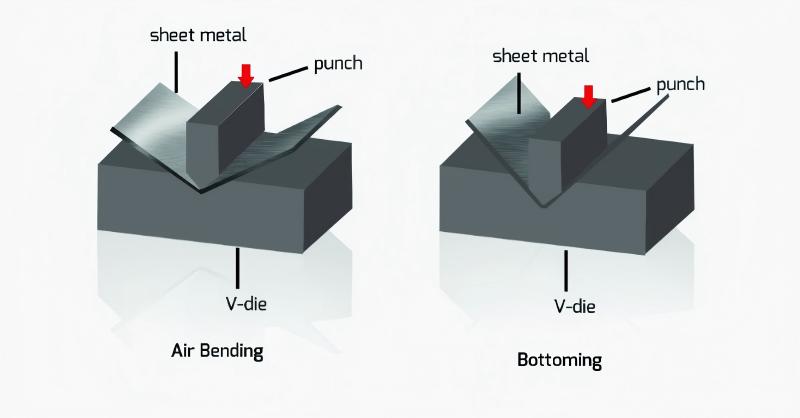
Air bending naturally produces more springback because the material is not fully forced into the die.
If the application allows, I sometimes switch to:
- Bottoming
- Coining
Coining, in particular, significantly reduces springback because the material is plastically deformed beyond its elastic limit. However, it requires higher tonnage and proper machine capacity.
Before applying this method, I always verify tonnage calculation using a bending force chart to avoid overloading the machine.
Material Considerations for Reducing Springback in Sheet Metal
Different materials behave differently during bending.
- 304 stainless steel: 2 to 3 degrees
- Mild aluminum: 1.5 to 2 degrees
- Cold-rolled steel: 0.75 to 1.0 degree
- Hot-rolled steel: 0.5 to 1.0 degree
- Copper and brass: 0.00 to 0.5 degree
High-Strength Steel and Stainless Steel

These materials have higher yield strength, which directly increases Press Brake Springback.
When bending high-strength steel, I:
- Reduce V-die opening
- Increase overbending compensation
- Ensure precise backgauge positioning
- Perform multiple test bends before mass production
Grain Direction and Rolling Direction
I also check the material grain direction. Bending perpendicular to the rolling direction can reduce cracking and improve consistency.
Material control is often overlooked, but it significantly affects final bending accuracy.
Machine Calibration and Backgauge Accuracy

Even perfect tooling and compensation won’t help if the machine itself is not properly calibrated.
Checking Ram Parallelism
If the ram is not parallel to the table, one side of the part may show more springback than the other. I regularly check parallelism using a precision gauge.
Calibrating the Backgauge System
When backgauge positioning is inaccurate, flange length changes, indirectly affecting bend angle consistency. Knowing how to calibrate a press brake backgauge system is essential for reducing variation.
Proper maintenance and calibration minimize cumulative bending errors.
FAQs
Why is Press Brake Springback more severe in stainless steel?
Stainless steel has higher tensile strength and elasticity compared to mild steel, which results in greater elastic recovery after bending.
What is the best way to reduce Press Brake Springback without changing tooling?
The most practical method is applying controlled overbending compensation in the CNC controller after measuring test results.
Does increasing tonnage always reduce springback?
Not necessarily. Increasing penetration depth helps, but excessive tonnage may damage tooling. Controlled bottoming or coining is more effective.
How can I calculate springback accurately?
Perform a test bend, measure the final angle using a digital gauge, and compare it with the programmed angle. The difference is your compensation value.
Conclusion
Press Brake Springback is unavoidable, but excessive springback is controllable. By understanding material properties, selecting proper tooling, applying accurate overbending compensation, and ensuring machine calibration, I can significantly improve bending precision and production consistency.
If you’re experiencing unstable bending angles or quality complaints, start by analyzing springback factors instead of repeatedly adjusting programs blindly. For professional guidance on tooling selection, tonnage calculation, or CNC compensation settings, feel free to contact our technical team. We’re always ready to help you achieve stable, high-precision bending results.



