








Press Brake Bending Cracking is a common problem in sheet metal fabrication, and when I encounter it during a bending operation, I usually begin by analyzing the material properties and bending parameters. This issue can significantly affect product quality, structural strength, and overall production efficiency. Many operators believe cracking is mainly caused by poor material quality, but in reality, it often results from several factors, including improper tooling selection, an incorrect bending radius, excessive bending force, or unfavorable material grain direction. In this article, I’ll explain the main causes of press brake bending cracking and share practical ways to prevent it by optimizing materials, tooling, and machine settings.
Understanding Press Brake Bending Cracking in Sheet Metal
Before solving the problem, I always start by understanding what actually causes cracking during bending.
What Happens to Metal During Press Brake Bending
During the bending process, the sheet metal experiences two opposite forces. The inner layer of the material is compressed, while the outer layer is stretched. When the tensile stress on the outer surface exceeds the material’s elongation limit, cracks begin to form.
This is the basic mechanical reason behind Press Brake Bending Cracking. Materials with low ductility or improper bending conditions are much more likely to crack.
Why Cracking Appears on the Outside of the Bend

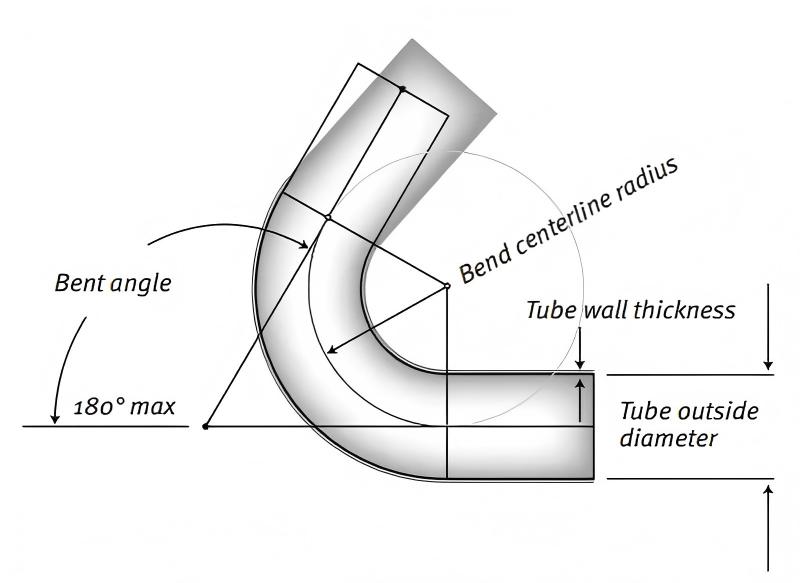
Cracks almost always appear on the outer bending radius because that area undergoes the greatest stretching force. If the bending radius is too small relative to the material thickness, the material cannot stretch enough and fractures begin to form.
That’s why selecting the correct punch radius and die opening is critical to preventing cracking.
Material Factors That Cause Press Brake Bending Cracking
In my experience, material characteristics are one of the most common reasons for cracking during bending.
Low Ductility Materials

Certain metals, especially high-strength steel, hardened steel, or poorly processed stainless steel, have limited elongation capability. These materials cannot stretch sufficiently during bending.
When bending materials with low ductility, the risk of Press Brake Bending Cracking increases significantly.
To reduce this risk, I usually recommend:
- Using a larger bending radius
- Reducing bending speed
- Applying gradual bending steps if possible
Material Grain Direction and Bending Orientation
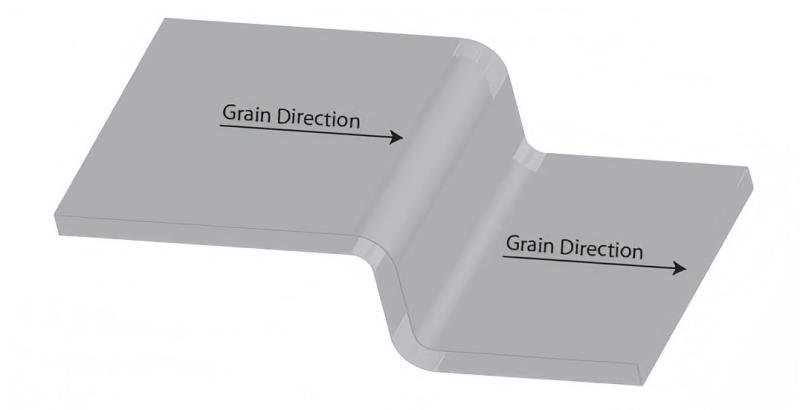
Another factor many operators overlook is grain direction. During rolling, metal sheets develop grain structures that influence bending behavior.
If the bending line is parallel to the grain direction, the material is more likely to crack because it stretches along the weaker grain structure.
To avoid cracking, I typically bend perpendicular to the grain direction whenever possible.
Tooling Selection and Its Impact on Bending Cracks
Improper tooling is another major contributor to bending defects.
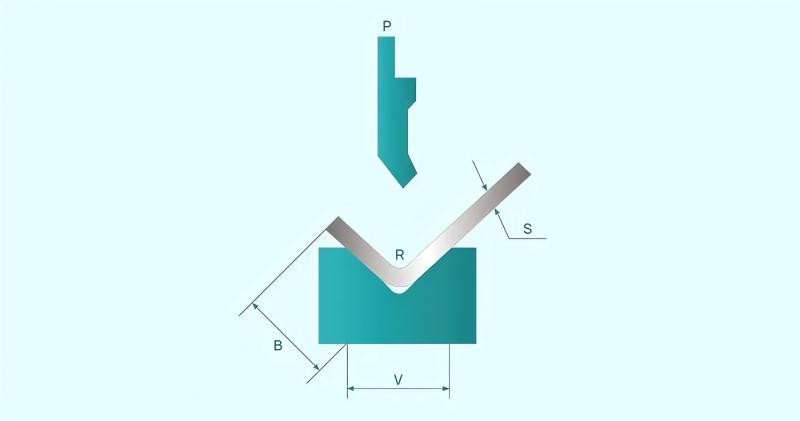
Incorrect Die Opening Width

The V-die opening determines how the material flows during bending. If the die opening is too narrow for the sheet thickness, the bending stress becomes excessive.
As a general rule I follow:
- Mild steel: V-die opening ≈ 8 × material thickness
- Stainless steel: V-die opening ≈ 10–12 × thickness
- Aluminum: V-die opening ≈ 6–8 × thickness
Choosing the correct die size helps distribute stress more evenly and reduces the chances of Press Brake Bending Cracking.
Punch Radius Too Sharp
A punch with an extremely small radius forces the material to bend sharply, increasing tensile stress on the outer surface.
Using a punch with a larger radius allows the material to deform more gradually, which significantly reduces cracking.
Machine Parameters That Influence Bending Cracking
Besides material and tooling, machine settings also play a key role.
Excessive Bending Force
Applying too much tonnage during bending can overstress the material. This often happens when operators select incorrect tonnage values or use a die opening that is too small.
Monitoring tonnage settings and using a proper bending force calculator can help avoid material fracture.
Improper Bending Speed
High bending speed may increase stress concentration, especially when bending thick plates or hard materials.
In some situations, reducing the bending speed helps the material deform more gradually, reducing the risk of Press Brake Bending Cracking.
Practical Methods to Prevent Press Brake Bending Cracking
From my experience in metal fabrication workshops, preventing cracks usually requires a combination of adjustments.
Choose the Correct Bending Radius
Increasing the inside bending radius reduces tensile strain on the outer surface. This simple adjustment can often eliminate cracking entirely.
Optimize Tooling and Die Selection
Selecting the proper punch radius and V-die opening ensures that bending stress is evenly distributed.
Verify Material Quality
Always check material certificates and mechanical properties. If a batch of material has poor elongation properties, cracking may occur even under normal bending conditions.
Adjust Bending Direction
Whenever possible, bend perpendicular to the rolling grain direction of the sheet.
FAQs
What is the most common cause of Press Brake Bending Cracking?
The most common cause is an inside bending radius that is too small for the material thickness, which overstretches the outer surface of the sheet.
Can tooling selection affect press brake bending cracking?
Yes. Using an incorrect punch radius or an excessively narrow die opening increases bending stress and can cause cracks.
Does material grain direction influence bending cracks?
Absolutely. Bending parallel to the material grain increases the likelihood of cracking, while bending perpendicular to the grain reduces stress concentration.
How can I prevent cracking when bending stainless steel?
Use a larger die opening, increase the bending radius, and reduce bending speed. Stainless steel has lower ductility than mild steel, so it requires more careful parameter control.
Conclusion
Press Brake Bending Cracking is a common but preventable issue in sheet metal fabrication. In most cases, cracking occurs due to a combination of material properties, improper tooling selection, incorrect bending radius, or excessive machine force. By understanding how metal behaves during bending and adjusting parameters such as die opening, punch radius, grain direction, and bending speed, you can significantly reduce the risk of cracks.
If you want to improve bending quality and avoid costly production defects, always evaluate your material properties and tooling setup before starting production. For more professional guidance on press brake operation, tooling selection, or bending optimization, feel free to contact our team or explore more technical documentation on our website.



